熱電偶法的高速銑削溫度實驗研究
發布時間:2022-07-25
瀏覽次數:
摘要:通過半人工
熱電偶夾絲測溫法的轉速單因素實驗,研究在高轉速環境下溫度隨速度變化的規律,得到了切削區溫度與速度的初步規律,對以后的研究有一-定的指導作用。
高速銑削加工技術是一種利用淺切深、高速進給和高速切削進行的加工方式,具有加工效率高、加工精度高、切削力小、熱變形小、廢品率低等特點,使加工零件的覆蓋范圍面大大擴廣口。但由于其加工過程十分復雜,隨時受到物理現象不同程度的交叉影響,尤其是溫度對工藝的影響,使理論分析顯得尤為復雜。在高速銑削時,溫度是一個惰性的測量量,很難在切削過程中得到真實切削區的溫度分布和變化規律,而且溫度的測:量方法目前又處在探索階段,依照現在的研究成果,使溫度研究顯得十分困難。目前許多學者從事于高速切削機理方面的研究,但是不管是從實驗的角度還是理論分析都存在一些不足,尤其是關于速度與切削溫度的研究文獻相對較少。.紅外熱像儀測量鋁合金的銑削溫度,但是這種方法測量的銑削溫度并不是實際的銑削溫度,只是間接近似.地反映了傳入工件表面的切削熱所產生的溫度。
1931年德國CarlSalomon博士提出高速切削理論:任何--個零件都存在零界速度,并且在零界速度的兩邊存在任何刀具都不能加工的“死谷”,在此之前溫度隨速度的增加而升高,之后溫度又會隨速度的增加而降低。經過長達半個世紀的理論探索,全今尚沒有比較成熟和完整的高速切削理論可借鑒,相比之下實驗就成為最基礎、最接近實際的研究方法。因此通過分析,采用半人工熱電偶夾絲測溫法,通過對自制熱電偶的標定,以及實驗數據進行有效的處理,找到了熱電勢-溫度的關系特性,為溫度的轉速單因素實驗做好了前提準備。
1實驗設計
1.1實驗設備
機床:瑞士MIKRON,HSM-700。銑刀:選用φ16mm硬質合金的三刃立銑刀和兩刃立銑刀。工件材料:自制試樣Al6063軟鋁);自制試樣LY12硬鋁)。冷卻方式:油霧冷卻。銑削方式:順銑,銑平面。
1.2熱電偶實驗設計
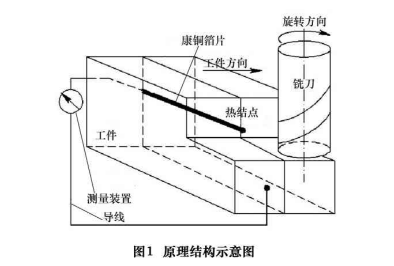
采用半人工熱電偶夾絲測溫法,其中所夾絲為康銅箔片。其原理:一經切削,本體和熱電偶箔片構成回路,由于其結合點的溫度不同,會產生熱電流的溫差現象。熱電偶就是利用熱電勢隨兩接點的溫差現象特性來測量溫度的。其原理結構圖如圖1所示。
1.2.1熱電偶的標定
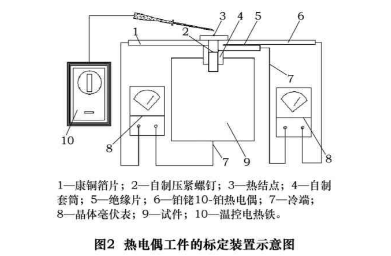
由于康銅箔片是白制的,還沒有熱電勢-溫度的關系數據可以采用,所以要對熱電偶進行標定,也就是寸:找熱電偶的熱電勢與溫度的關系特性。具體做法:將標準的
鉑銠10-鉑熱電偶和白制康銅箔片按圖2裝夾:然后用溫控電熱鐵按50℃遞增溫度對熱結點3加熱,讓其感受同一-溫度;最后讀出各個晶體毫伏表的電勢值,通過查熱電偶分度手冊》得出標準鉑銠10-鉑熱電勢對應的實際加熱溫度,此溫度也就是康銅箔片熱電勢對應的溫度。圖2為熱電偶標定裝置示意圖。
1.2.2實驗結果
實驗是在常溫20℃下進行的,沒有保證冷端處于0℃,對實驗結果造成了一定的影響,所以必須對實驗數據進行修正。結合實際情況,選用熱電勢修正法。具體公式如下:
E
AB(T,T
0)=E
AB(T,T
n)+E
AB(T
n,T
0)(1)
式中,E
AB(T,T
n)表示基于常溫T
n,把標準鉑銠10-鉑熱電偶加熱至T所測的熱電勢;T
0為0℃且E
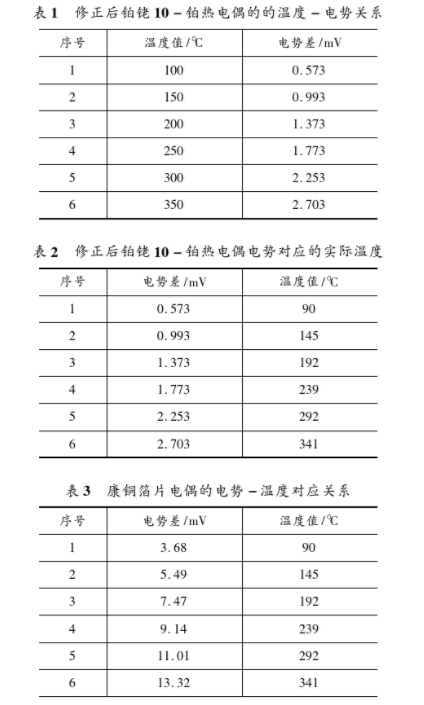
AB(T
n,T
0),在熱電偶分度手冊》上查出具體熱電勢為0.113mV。表1、2分別為修正后鉑銠10-鉑熱電偶的溫度-電勢關系以及電勢所對應的實際加熱溫度。
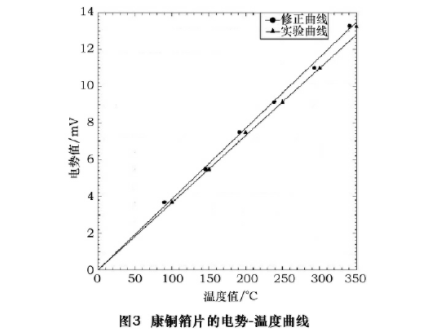
按照上述方法對數據處理后,按描點法繪制康銅箔片的電勢-溫度的曲線圖,如圖3所示。
1.3測溫實驗設計
主要是在高轉速環境下切削區的溫度與切削速度的變化規律,因此選用轉速單因素實驗,著重考慮在其他切削參數不變的情況下,轉速因素對銑削溫度的影響。具體用硬質合金的三刃立銑刀和兩刃立銑刀分別在軸向切深ap=4mm,徑向切深ae=2mm,每齒進給量ƒ=0.15mm,轉速S從5000r/min按4000r/min遞增至34000r/min條件下實驗。在軸向切深試驗前要用電表檢查康銅箔片和工件是否絕緣,熱電偶工件和夾具是否絕緣。再者為了使夾在試件中間的康銅箔片在銑削過程中受力方向一致,走刀方向與工件拼接面應該保持垂直,且保證走刀方向不變。

具體分組實驗如表4所示。
2實驗結果及分析
選用硬質合金的三刃立銑刀和兩刃立銑刀分別對鋁合金Al6063.LY12施行銑削加工,通過實驗得到的數據用描點法繪制成如圖4.5曲線。
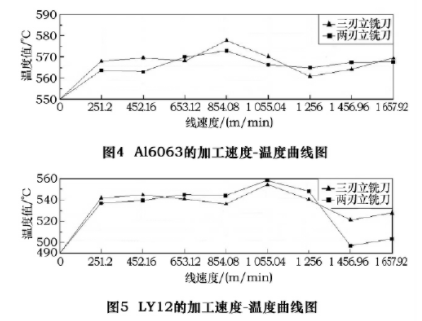
(1)從圖4.5可以看出切削區的溫度隨切削速度變化的趨勢:四種組合實驗都存在一個溫度“頂峰”,在此前切削區溫度的變化趨勢波動比較明顯,當越過“頂峰”后,溫度呈現急劇下降趨勢,隨著加工速度的遞增,溫度又開始趨于平緩上升。這是因為隨著切削速度的增加,材料在高速狀態下來不及變形,導致刀具與切屑間的摩擦系數減小,同時切削過程中實際產生的熱量減少,并且大多數熱量還來不及傳給工件就瞬間讓切屑帶走了。
(2)同一種材料對應不同刀具在相同的加工速度下會同時出現溫度“頂峰”,并且速度-溫度曲線的走勢基本相似。Al6063對應的臨界速度為854.08m/min,LY12對應的臨界速度為1055.04m/min.
(3)通過上述兩種材料的速度-溫度曲線圖對比,可以看出材料Al6063的銑削溫度要高于材料LY12的銑削溫度,其主要原因是材料Al6063質地較軟,銑刀切削時克服分子間附著力消耗的功率比較大,產生的切削熱相對較多,導致加工過程中會出現粘刀.現象。由此可見,選用硬質材料比較適合高速銑削技術。
3結語
(1)通過轉速單因素實驗,得到在高速環境中切削區的溫度隨速度變化的初步規律:在高速加工中,隨著速度的遞增,溫度存在“頂峰”,在“頂峰”前溫度隨速度的變化波動較大,總體呈上升趨勢;當越過“頂峰”后,溫度與速度成反比,并且下降速率快,到達最低值后又呈平緩上升趨勢。對于CarlSalomon博士提出的高速切削理論實驗并未得出一致性結論,該理論還有待驗證。
(2)應用半人工熱電偶夾絲測溫法能夠比較準確的檢測出高速銑削中切削區溫度隨加工速度變化的規律,解決了很難真實檢測實際切削區溫度的難題。不過還是存在一些誤差,因此還有待深入研究。